

由于塑料的自身特性导致其在自然界难以自然降解,人工处理又会废材费力,所以塑料制品自发明以来,应用范围非常广泛,此外,垃圾堆放过多也会严重污染环境,导致生态平衡受影响。我们塑料热裂解技术是指在无氧条件下有机物在高温条件下会产生分解反应。它是一种化学反应过程,可以将自种物质分解后产生多种物质。
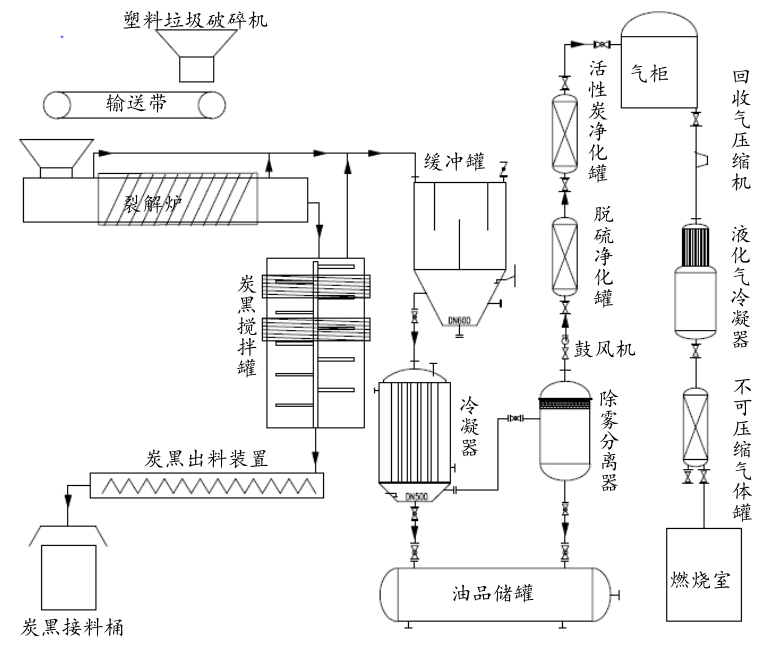 废塑料炼油工艺流程
废塑料炼油工艺流程
 废塑料炼油产物
废塑料炼油产物
废塑料炼油设备是将废塑料经高温裂解、加热分解成油气、不凝气和生物炭,再经冷却系统冷却成液化油的过程不凝可燃气体可直接回收用于加热反应器,剩余气体也可用于加热锅炉、燃烧器等系统。
| 废塑料种类 | 出油率 |
| ABS工程塑料 | 40%左右 |
| 纯净白塑料布 | 70%左右 |
| 方便面包装袋 | 40%左右 |
| 塑料商标 | 20%左右 |
| 造纸厂下脚料 | 直接捞出:12-15%左右;经过漂洗:33-40%左右 |
| 生活垃圾 | 20-50%左右 |
| 纯塑料电缆皮 | 80%左右 |
| 干净塑料袋 | 50%以上 |
废塑料裂解反应当前还无法用一个确切的反应方程式来表达,由于其反应的复杂性,且会因为所处环境的不同,发生二次反应等,为了得到不同的所需产物,工业反应中,需要人为干预来创造相应的反应条件,影响废塑料裂解的因素归纳为:废塑料材质、加热温度、升温时间、氧含量多少、反应釜类型、反应压力、停留时间等。
| 影响因素 | 影响结果 |
| 废塑料材质 | 塑料的材质对反应产物具有最基本的影响 |
| 加热温度与速度 | 反应温度越高,速度越快,反应物化学键断裂越多,越有利于反应发生 |
| 时间 | 停留时间增长,会使产物发生二次反应,油状和固态产物将可能增多 |
| 反应釜类型 | 不同材质反应釜,传热速度不同,反应釜的规模,也决定了反应的升温速率与停留时间等 |
| 反应压力 | 高压环境中,更有利于反应产物的生成 |
| 催化剂使用 | 催化剂使用,使反应动力加大,反应速度加快,产物增多 |
| 真空 | 空气会使反应油气纯度降低,反应速度延缓 |
1、上料时间一般为2个小时,另外塑料最好选用水分较少的干塑料,如果水分过大,建议处理后再使用。
2、加热大约需要6-8个小时一般来说,油气是加热2小时后产生的;
3、在冷却过程中,油气通过冷却系统冷凝成油;
4、尾气回收利用:在塑料加热裂化过程中,除油气外,还会产生一些无法冷凝的气体,这些气体具有很好的可燃性,我们称之为“可燃废气”,可直接回收用于加热裂化反应器,节约燃料
5、当裂解过程完成,油气排尽后,需要从反应器排出塑料渣,在新的裂解工艺中,这些残渣主要是炭黑,具有很好的经济价值。
| 塑料名 | 热裂解形式 | 低温产物 | 高温产物 |
| PE | 随机链断裂 | 蜡、石蜡油、α-烯烃 | 气体、轻质油 |
| PP | 随机链断裂 | 凡士林、烯烃 | 气体、轻质油 |
| PVC | 除去链中的 HCl,链的脱氢和环化 | HCl、苯 | 甲苯 |
| PS | 解压缩和链断裂的结合,形成低聚物 | 苯乙烯及其低聚物 | 苯乙烯及其低聚物 |
| PMMA | 聚解 | MMA | 少量 MMA、大量分解产物 |
| PET | 氢转移、重排去羟基 | 苯甲酸、乙稀基对苯二甲酸盐 | -- |
| PA-6 | 聚解 | 己内酰胺 | -- |
| PTFE | 聚解 | 单体 | 四氟乙烯 |
商丘利菲尔特主营废轮胎炼油设备、废塑料炼油设备、废橡胶炼油设备、油泥处理设备 | 豫ICP备18000213号-5 | XML



